Finding the right dish end manufacturer can make or break your pressure vessel project. These components might seem simple, but they’re the backbone of everything from chemical processing tanks to pharmaceutical storage systems. If you’re sourcing dish ends in India, you need to know what separates quality manufacturers from the rest.
Here’s what you need to know about dish end manufacturers by ASEFS India, the standards they follow, and what drives pricing in this market.
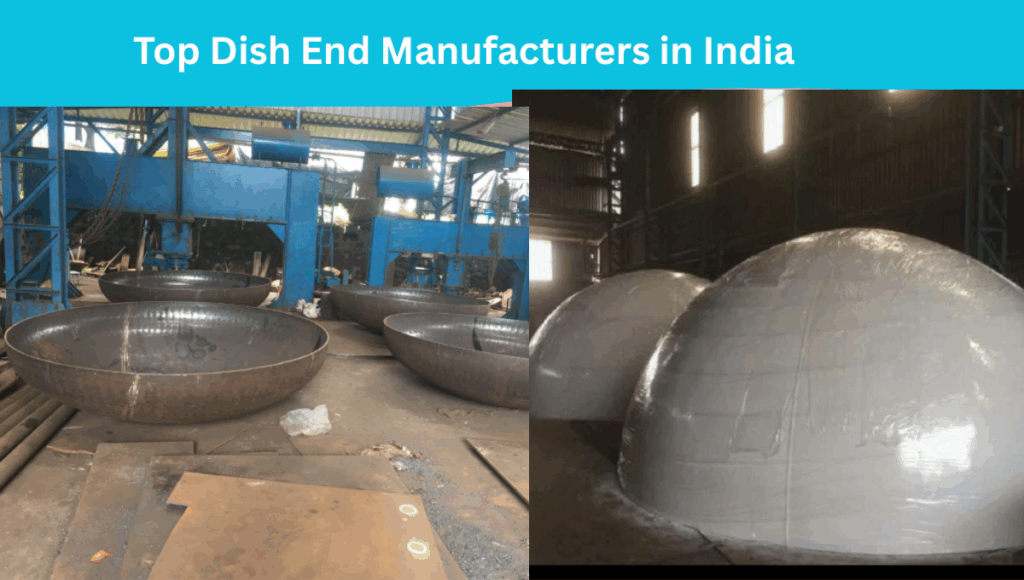
Dish ends, also called pressure vessel heads or tank end caps, are curved metal closures that seal the cylindrical sections of pressure vessels and storage tanks. Think of them as protective caps that contain whatever’s inside under specific pressure conditions.
These components aren’t just about closing off a tank. They distribute stress evenly across the vessel, prevent leaks, and keep operations safe. Get the wrong dish end, and you’re looking at potential failures that could shut down production or worse.
You’ll find dish ends across multiple sectors. Chemical plants use them for reactor vessels. Food processing facilities need them for storage tanks. Power plants rely on them for boilers and heat exchangers. Oil refineries, pharmaceutical companies, and water treatment plants all depend on quality dish ends to keep their systems running safely.
Not all dish ends are created equal. Different applications need different designs, and Indian manufacturers produce several types to match various requirements.
Torispherical dish ends are the most common type you’ll see in Indian manufacturing. These heads feature a toroidal shape with a flanged edge, giving them the nickname “flanged and dished” or F&D heads.
They’re popular because they balance cost and performance. The design uses a crown radius equal to the outside diameter of the vessel, with a knuckle radius that transitions smoothly between the dish and the cylinder. According to Indian Standard IS 2825, the knuckle radius should not be less than 6% of the inside diameter.
These dish ends work well for moderate pressure applications and cost less to produce than other types. You’ll find them on atmospheric tanks, storage vessels, and pressure systems where the pressure stays below 15 bar.
When pressure goes above 10 bar, manufacturers often recommend ellipsoidal dish ends. These heads are deeper than torispherical types and follow a 2:1 ratio where the major axis is twice the minor axis.
The elliptical shape distributes stress more evenly, which means they can handle higher pressures without needing extra thickness. The depth equals one-quarter of the head’s inside diameter. This geometry gives them better structural strength, making them ideal for high-pressure boilers, heat exchangers, and process vessels in chemical and petrochemical plants.
The trade-off is cost. Ellipsoidal heads need more material and take longer to form, which pushes the price higher than torispherical options.
Hemispherical heads represent the strongest option available. They’re shaped like half a sphere, which creates perfect stress distribution across the entire surface. This design can handle the highest pressures with the least material thickness.
The downside? They’re expensive. Forming a perfect hemisphere requires more material and specialized equipment. They also take up more vertical space than other head types. You’ll typically see these in nuclear applications, autoclaves, and high-pressure vessels where safety margins can’t be compromised.
Flat dish ends with a knuckled outer edge serve a different purpose. These work for low-pressure or atmospheric applications where the vessel doesn’t face significant internal pressure. They’re common as bases on vertical tanks and lids for smaller containers.
According to IS 4049 standards, flat heads typically use knuckle radii of 25mm, 32mm, or 51mm depending on the diameter and thickness requirements.
Quality dish end manufacturers in India work with multiple international and national standards. These codes ensure safety, reliability, and compatibility with global supply chains.
The American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code, particularly Section VIII Division 1, sets the global benchmark for pressure vessel components. ASME-certified dish ends meet strict requirements for design, material selection, and testing.
Many Indian manufacturers pursue ASME certification to serve international markets. The “U” stamp on a dish end tells you it meets ASME requirements and has been inspected by an authorized inspector.
IS 2825 is India’s code for unfired pressure vessels. This standard covers design parameters, material specifications, fabrication methods, and testing procedures for pressure vessel components including dish ends.
IS 4049 specifically addresses formed ends for tanks and pressure vessels. It defines dimensions, tolerances, and technical delivery conditions for semi-ellipsoidal and dished flanged ends. The standard specifies that knuckle radius should preferably be at least 10% of the inside diameter, but not less than 6% or three times the thickness, whichever is more.
Dish ends in India are manufactured using various materials depending on application requirements:
Understanding how dish ends are made helps you evaluate manufacturer capabilities and quality levels.
Two main methods dominate dish end production in India: hot pressing and cold forming.
Hot pressing heats the metal plate within the material’s normalizing range before forming. This process produces dish ends without built-in stresses, resulting in better mechanical properties and dimensional stability. The metal flows more easily when hot, which reduces strain and minimizes the risk of microscopic cracks.
Cold forming shapes the dish end at room temperature using hydraulic presses. This method creates a shinier finish and works well for thinner materials. But cold forming can introduce internal stresses, especially when the process exceeds 5% fiber strain. These stresses may require post-forming heat treatment to relieve.
Most quality manufacturers use hot pressing for thicker materials and pressure vessel applications where reliability matters most.
Single-piece dish ends start as flat plates. For hot-pressed heads, the plate gets heated to the proper temperature, then pressed into shape using hydraulic equipment. The edges are machined to meet exact specifications for straight flanges and dimensional tolerances.
Larger dish ends sometimes require segmented construction. Multiple plates are welded together, then formed and finished to create the final shape. This approach allows manufacturers to produce heads up to 5000mm in diameter or more.
After forming, dish ends often undergo heat treatment depending on the material specification and forming method. Heat treatment can include normalizing, stress relieving, or full annealing. This step ensures the metal structure is uniform and any residual stresses from forming are eliminated.
The heat treatment requirements follow IS 2825 guidelines and material-specific standards. Proper heat treatment is critical for pressure vessel heads that will operate under demanding conditions.
Quality manufacturers put dish ends through rigorous testing before delivery. Common tests include:
Manufacturers provide Mill Test Certificates (3.1 certificates) documenting material composition and mechanical properties. Third-party inspection by agencies can verify compliance with project specifications.
Also Read:- Lifting Brackets for Scaffolding: Types, Safety & Applications
Pricing for dish ends varies widely based on several factors. Understanding these helps you budget correctly and compare quotes from different manufacturers.
Material choice creates the biggest price difference. Carbon steel dish ends using SA 516 Grade 70 represent the most economical option. Stainless steel versions cost more due to higher raw material prices. Exotic alloys like Inconel or Hastelloy can cost several times more than carbon steel equivalents.
Wall thickness also drives material cost. A 10mm thick dish end uses significantly more steel than a 5mm version, and material is typically priced by weight.
Larger diameters require more material and more powerful forming equipment. Dish ends with outside diameters from 500mm to 1000mm are relatively common and competitively priced. Once you move into sizes above 2000mm, prices increase due to material costs and limited equipment availability.
Wall thickness ranges from 3mm to 60mm in standard production. Thicker walls need heavier plates and more forming force, which increases manufacturing cost.
Torispherical heads cost less to produce because they’re shallower and use less material. Ellipsoidal heads run about 15-25% more expensive due to deeper drawing and larger blank sizes. Hemispherical heads command premium pricing because of complex forming requirements and high material usage.
Hot pressing typically costs more than cold forming because of energy requirements and specialized equipment. But for critical applications, the improved properties justify the higher cost. The investment pays off in better performance and longer service life.
Standard sizes ordered in volume benefit from economies of scale. Custom specifications, special materials, or one-off orders carry higher per-unit costs. If your project needs multiple identical dish ends, you’ll get better pricing than ordering single pieces.
ASME-certified dish ends with U-stamp cost more than non-certified versions. Third-party inspection, full radiography, and extended testing add to the final price. These costs are necessary for critical applications where failure isn’t an option.
India has dozens of dish end manufacturers, but not all meet the same standards. Here’s how to identify reliable suppliers.
Quality manufacturers hold ISO 9001 certification for quality management. Those serving pressure vessel applications should have ASME U-stamp authorization if supplying to ASME requirements. PED (Pressure Equipment Directive) certification matters for European exports.
Check whether the manufacturer has ISO 45001 for occupational health and safety management. This indicates they take worker safety seriously, which often correlates with product quality.
Ask about available press capacity and maximum forming size. Can they hot press or only cold form? What’s the thickest material they can handle? Understanding their equipment tells you whether they can handle your specifications.
Manufacturers with in-house machining centers provide better dimensional control. Those with their own testing equipment can offer faster turnaround on quality verification.
Top manufacturers source steel plates directly from recognized mills with proper material certifications. They should provide 3.1 certificates documenting chemical composition and mechanical properties for every heat of material.
Be wary of suppliers who can’t trace material back to the original mill. In pressure vessel applications, material traceability isn’t optional.
What non-destructive testing methods does the manufacturer offer in-house? Can they arrange third-party inspection? Manufacturers with their own UT and RT equipment typically deliver more consistent quality.
Ask about their experience with the specific tests your application requires. Some manufacturers excel at standard testing but lack experience with specialized procedures.
Reliable manufacturers provide realistic lead times and communicate clearly about schedule challenges. Be suspicious of suppliers who promise impossibly fast delivery on custom orders.
Good communication during the quoting phase usually indicates good communication during production. Manufacturers who ask detailed questions about your application care about getting the specification right.
Dish ends serve diverse applications throughout Indian industry. Different sectors have different requirements for materials, certifications, and testing.
Chemical processing requires corrosion-resistant materials and strict quality control. Dish ends for reactor vessels, distillation columns, and storage tanks must handle aggressive chemicals at elevated temperatures and pressures. Stainless steel and nickel alloys are common choices.
Upstream and downstream oil operations use dish ends in separators, storage tanks, and process vessels. These components face high pressures, temperature swings, and sometimes sour service conditions with hydrogen sulfide. Material selection and quality control are critical.
Pharmaceutical manufacturing demands high-purity stainless steel dish ends with smooth finishes to prevent contamination. These applications often require full traceability documentation and validation support for regulatory compliance.
Food processing tanks need dish ends made from food-grade stainless steel (typically 304 or 316L) with sanitary finishes. The heads must resist corrosion from acidic foods, withstand repeated cleaning cycles, and meet food safety regulations.
Boilers, heat exchangers, and condensers in power plants use dish ends designed for high-temperature service. These applications often specify carbon steel or chrome-moly alloys with elevated temperature properties. ASME certification is typically required.
Municipal and industrial water treatment facilities use dish ends for filtration vessels, storage tanks, and treatment reactors. Applications range from low-pressure atmospheric tanks to high-pressure reverse osmosis vessels.
Also Read:- Lifting Brackets for Scaffolding: Types, Safety & Applications
If you’re responsible for sourcing dish ends, these guidelines will help you make better decisions and avoid common problems.
Don’t just provide diameter and thickness. Include material grade, heat treatment requirements, testing needs, and applicable codes. The more complete your specification, the more accurate quotes you’ll receive and fewer surprises during production.
State whether you need ASME certification or other third-party verification. Specify inspection witness points if you need to verify quality at the manufacturer’s facility.
Always require Mill Test Certificates (3.1 certificates per EN 10204) documenting material composition and properties. For critical applications, consider requiring both plate certificates and certificates for the finished dish end after forming and heat treatment.
When evaluating quotes, make sure you’re comparing equivalent specifications. A cheaper quote might exclude testing, use different materials, or skip heat treatment. Break down each quote to understand what’s included.
Build inspection costs and travel time into your project schedule. If third-party inspection is required, arrange it early so you don’t delay production. Some manufacturers charge demurrage if inspectors delay production schedules.
The cheapest dish end isn’t always the best value. Factor in delivery time, quality consistency, and supplier reliability. A supplier who delivers on time and gets specifications right the first time saves money even if their unit price is slightly higher.
Long-term relationships with reliable manufacturers benefit both sides. Manufacturers who understand your typical requirements can offer better service and pricing. You get consistency and they get predictable business.
Q.What is the difference between a torispherical and ellipsoidal dish end?
Torispherical dish ends are shallower and less expensive to manufacture. They work well for moderate pressure applications up to about 10 bar. Ellipsoidal heads are deeper with better stress distribution, making them suitable for higher pressure systems. The ellipsoidal design typically requires about the same thickness as the vessel shell, while torispherical heads need roughly 1.77 times the shell thickness.
Q.How long does it take to manufacture custom dish ends in India?
Lead times vary by manufacturer and order complexity. Standard sizes in common materials like SA 516 Gr 70 carbon steel typically take 3-5 weeks from order to delivery. Custom specifications, special materials, or ASME certification requirements can extend this to 6-8 weeks or more. Large diameters over 3000mm or exotic materials may require longer timelines depending on material availability and equipment scheduling.
Q.Can dish ends be repaired if they develop cracks or defects?
Repair of dish ends depends on the defect location and size. Surface defects on the straight flange can sometimes be ground out if they don’t reduce thickness below minimum requirements. Cracks in the formed area or defects in pressure-retaining regions typically can’t be repaired and require replacement. Any repairs on ASME-stamped components must follow Code requirements and receive approval from an authorized inspector before returning to service.
Q.What documentation should I expect when purchasing dish ends?
At minimum, you should receive Mill Test Certificates (3.1 certificates) for the base material showing chemical composition and mechanical properties. For formed heads, expect dimensional inspection reports verifying crown radius, knuckle radius, depth, and thickness. Testing reports should document any non-destructive testing performed such as ultrasonic or radiographic examination. ASME-certified heads include a U-1A Manufacturer’s Data Report signed by an authorized inspector.
Q.Why do some manufacturers recommend hot pressing over cold forming?
Hot pressing forms the dish end within the material’s normalizing temperature range, which prevents internal stresses from developing during forming. This results in better mechanical properties and dimensional stability, especially for thicker materials. Cold forming can introduce residual stresses that may require stress relief heat treatment afterward, particularly when forming exceeds 5% fiber strain. For critical pressure vessel applications, hot pressing provides more reliable long-term performance even though it costs more initially.








At A.S. Engineers & Fabricators, our team excels in designing, manufacturing, and erecting steel structures that set industry benchmarks. We have established a robust presence in metal fabrication, heavy equipment, and steel structures, providing top-tier solutions for industrial plants and high-rise buildings.
+91 92267 69978
+91 89569 38780
info@asefsindia.com
2025 © A.S Engineers - All rights reserved