Global Fabrication Exporter
Fabricated in India,
Delivered to United States
At A.S. Engineers & Fabricators, We are a leading India-based manufacturer and global exporter, delivering high-quality industrial products tailored to your exact requirements. Every component is precision-engineered using the best-suited materials and advanced manufacturing processes to ensure durability, performance, and reliability. With a strong focus on customization, we build solutions based on your technical drawings, specifications, and project needs making us a trusted partner for clients seeking flexible, high-performance fabrication solutions worldwide.
Our commitment to innovation and quality ensures that every product is built to last, with rigorous testing and certification. As a recognized global exporter, we operate under Exporter Code (IEC) AOJPS2878D, ensuring seamless international trade and compliance with global standards.
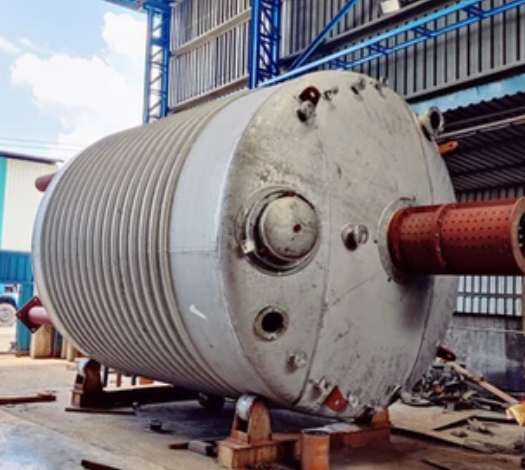
Our industrial reactors in United States are designed to support a variety of chemical processes with complete safety and precision. Available in multiple capacities and configurations, they are ideal for mixing, heating, and chemical reactions under controlled conditions ensuring maximum productivity and minimal downtime.
Each reactor is fabricated with corrosion-resistant materials and follows stringent quality protocols. From pharmaceutical to petrochemical applications, we tailor the design to meet high-pressure, temperature, and agitation needs. Our in-house testing ensures compliance with international standards and performance you can trust.
Available as per process requirements, drawings & specifications
Strategies for Reactor
Our reactors are built for precision and control in chemical reactions, designed to withstand high temperature and pressure, ideal for chemical, pharma, and allied industries.
Customized Configuration
We offer jacketed, limpet coil, or agitated reactors based on process needs, with options for internal coatings or linings.
Robust Build Quality
Manufactured with stringent quality checks to endure harsh chemical reactions, maintaining safety and operational consistency.
Advanced Automation
Integration of temperature, pressure, and mixing controls enhances performance and simplifies operations for modern plants.
Reactors in United States are manufactured to handle high-pressure, high-temperature reactions with exceptional control. Our designs ensure uniform mixing, optimal heat transfer, and reliable sealing. These units are ideal for chemical, petrochemical, and pharmaceutical industries requiring stable and safe chemical processing.
Each reactor is customized with features like agitators, jackets, insulation, and precise instrumentation. Built in compliance with ASME standards and tested thoroughly, they offer enhanced safety, energy efficiency, and process consistency in critical applications.